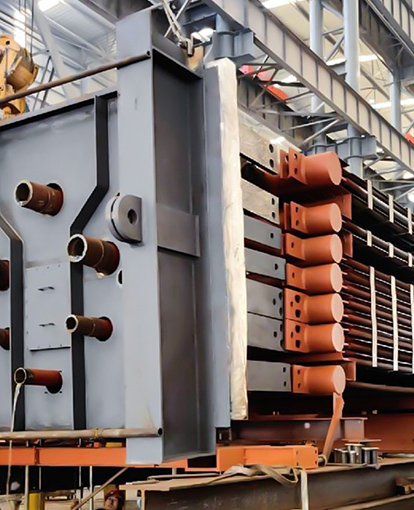
A função primária de Tubos com aletas de caldeira
O objetivo central de um tubo aletado de caldeira é aumentar a área de superfície externa sem aumentar proporcionalmente o diâmetro ou peso total do tubo. Ao anexar aletas ao tubo base, o trocador de calor pode transferir significativamente mais energia térmica do gás de combustão quente para a água ou vapor dentro do tubo. Este processo melhora diretamente a eficiência térmica da caldeira, possibilitando um design mais compacto e reduzindo o consumo de combustível ao longo da vida operacional do equipamento.
Em termos práticos, um economizador de tubo aletado pode reduzir a temperatura dos gases de escape em até 40 graus Celsius em comparação com um design de tubo simples na mesma área ocupada. Esta recuperação do calor residual traduz-se directamente num potencial de poupança de combustível de aproximadamente 1 por cento para cada redução de 20 graus Celsius na temperatura da pilha, tornando a tecnologia um componente crítico na gestão de energia moderna.
Compreendendo a mecânica de transferência de calor
A eficácia destes componentes baseia-se no princípio de que a taxa de transferência de calor é uma função da área superficial, da diferença de temperatura e do coeficiente de transferência de calor. No lado do gás de uma caldeira, geralmente ocorre a resistência dominante ao fluxo de calor. As aletas funcionam estendendo a superfície para dentro do fluxo de gás, superando o coeficiente de convecção inerentemente baixo dos gases.
| Característica | Tubo nu | Tubo com aletas |
|---|---|---|
| Área de superfície externa por metro | ~0,1 m² | Até 1,5 m² |
| Taxa de transferência de calor | Referência básica | 300% a 500% maior |
| Linhas de tubos necessárias | Alto | Reduzido em até 70% |
| Queda de pressão no lado do gás | Inferior | Altoer (requires careful design) |
No entanto, a eficiência de uma aleta não é uniforme. Um parâmetro conhecido como eficiência das aletas determina que a temperatura cai ao longo da altura da aleta à medida que o calor se dissipa. A escolha do material torna-se crítica aqui porque um material de aleta com maior condutividade térmica, como o alumínio ou o cobre, manterá uma temperatura média mais elevada em toda a sua superfície em comparação com o aço carbono, resultando numa rejeição de calor mais eficaz.
Seleção de materiais para ambientes operacionais adversos
A seleção da metalurgia correta evita falhas mecânicas e garante longevidade operacional. A escolha é ditada pela temperatura dos gases de combustão e pelo potencial corrosivo do combustível queimado. A correspondência incorreta é a principal causa de falha prematura.
Aletas de aço carbono
Eles são econômicos e adequados para fluxos de gases limpos com temperaturas geralmente abaixo de 400 graus Celsius. A limitação é a sua suscetibilidade à oxidação e à corrosão ácida do ponto de orvalho. Se houver enxofre presente no combustível, a temperatura do metal deve permanecer acima do ponto de orvalho ácido, normalmente em torno de 120 a 140 graus Celsius , para evitar ataque ácido rápido.
Aletas de aço inoxidável
Para temperaturas mais altas de até 650 graus Celsius ou ambientes altamente corrosivos, como usinas de transformação de resíduos em energia, são necessários tipos de aço inoxidável austenítico. O conteúdo de cromo forma uma camada de óxido passiva, resistindo ao ataque. Embora o custo de capital inicial seja significativamente mais elevado, o custo do ciclo de vida é muitas vezes mais baixo devido a intervalos de manutenção estendidos e redução do tempo de inatividade inesperado .
Aletas de alumínio
Amplamente utilizado em condensadores resfriados a ar, o alumínio oferece excelente condutividade térmica e é altamente resistente à corrosão atmosférica. No entanto, seu ponto de fusão limita o uso em aplicações de exaustão de caldeiras em temperaturas muito baixas, especificamente abaixo de 200 graus Celsius.
Principais processos de fabricação e métodos de fixação
A ligação entre a aleta e o tubo é o ponto estrutural e termicamente mais crítico. Uma ligação fraca introduz um entreferro que atua como isolante, degradando gravemente o desempenho. Existem vários processos distintos para otimizar esta ligação para diferentes temperaturas e condições de estresse.
- Soldagem por resistência de alta frequência: Este processo produz uma aleta helicoidal contínua. Isso resulta em uma ligação de estado sólido semelhante a forjada entre a aleta e o tubo, sem a necessidade de metal de adição. Este é o padrão para caldeiras de geração de energia, proporcionando integridade em temperaturas de tubos metálicos de até 600 graus Celsius.
- Tubos de aleta extrudados: Uma espessa manga externa de alumínio é colocada sobre um tubo central e extrudada sob alta pressão, criando aletas de alta integridade. A falta de uma junta soldada elimina o risco de corrosão galvânica na base. Este projeto é ideal para trocadores de calor offshore expostos a atmosferas salinas.
- Tubos de aleta incorporados: A aleta é inserida mecanicamente em uma ranhura helicoidal cortada na parede do tubo e fixada rolando para trás o metal deslocado. O fechadura mecânica proporciona excelente tolerância ao ciclo térmico, evitando o afrouxamento da ligação causado pela expansão e contração durante as partidas e paradas da caldeira.
Mecanismos comuns de falha e análise de causa raiz
O reconhecimento de padrões de falha permite que as equipes de manutenção resolvam as causas raízes, em vez de apenas substituir componentes. Três mecanismos principais são observados no campo:
- Erosão de cinzas volantes: Uma ação de corte ocorre quando partículas de cinzas abrasivas impactam a borda frontal das aletas. A taxa de desgaste é proporcional à velocidade do gás ao cubo. Os engenheiros geralmente especificam um limite de velocidade do lado do gás de 15 a 20 metros por segundo dependendo do carregamento de cinzas para minimizar esse problema. Protetores contra erosão ou curvas em U podem ser instalados nas primeiras fileiras de bancos de tubos como barreiras de sacrifício.
- Corrosão do ponto de orvalho: Isto ocorre quando a temperatura da superfície metálica cai abaixo da temperatura de condensação de gases ácidos, particularmente ácido sulfúrico. A corrosão normalmente está localizada na extremidade fria do sistema. Uma medida preditiva prática é acompanhar regularmente o temperatura mínima do metal do tubo em relação ao ponto de orvalho ácido calculado, em vez de apenas monitorar as temperaturas de saída dos gases de combustão.
- Afrouxamento da barbatana: O estresse térmico cíclico pode fazer com que a interface entre uma aleta não soldada e o tubo relaxe. Uma vez iniciado o afrouxamento, a resistência de contato térmico aumenta, fazendo com que o metal do tubo superaqueça enquanto a aleta esfria inutilmente. As inspeções de batidas durante as paradas podem identificar aletas soltas de forma audível através de um som plano e estridente em vez de um tom de toque limpo.
Estratégias eficazes de limpeza para manter o desempenho
A incrustação por depósitos de fuligem, cinzas ou incrustações anula a vantagem da área superficial que justifica o uso de tubos com aletas. Uma camada de depósito de apenas 0,5 milímetros pode reduzir a eficiência da transferência de calor em 10 a 20 por cento . Um regime de limpeza disciplinado não é negociável.
Os sopradores de fuligem que utilizam vapor de alta pressão continuam sendo o método de limpeza online mais comum. No entanto, a operação agressiva pode causar erosão. As buzinas sônicas, que utilizam ondas sonoras de baixa frequência para fluidificar e levantar depósitos, são uma tecnologia complementar que reduz a fadiga mecânica em feixes de tubos. Para limpeza off-line, a lavagem com água de alta pressão deve ser estritamente controlada. Se a pressão da água exceder a rigidez estrutural da aleta, as aletas podem assentar ou “deitar”, bloqueando permanentemente o caminho do gás e sufocando o fluxo.
Otimizando a geometria para tipos específicos de combustível
A geometria da aleta deve corresponder à sujidade do combustível. Existe uma relação inversa entre densidade superficial e capacidade de limpeza. Para unidades que queimam carvão com alto teor de cinzas ou biomassa, um passo de aleta mais amplo é essencial para evitar entupimentos.
Uma diretriz prática é que, para combustíveis com teor de cinzas superior a 15%, a distância entre as pontas das aletas não deve ser inferior a 6 a 8 milímetros . Por outro lado, para geradores de vapor de recuperação de calor de ciclo combinado de gás natural de queima limpa, uma densidade de aletas estreitas de até 275 aletas por metro pode ser especificada com segurança. Isto maximiza a absorção de calor num espaço muito compacto sem risco de bloqueio, uma vez que o gás praticamente não contém partículas.
Protocolos de inspeção durante desligamentos
A inspeção visual durante os desligamentos da caldeira fornece dados insubstituíveis sobre o estado da unidade. O primeiro passo é um levantamento fotográfico dos bancos de tubos. A comparação de imagens de interrupções sucessivas ajuda a quantificar a taxa de danos causados pela erosão. Medições de espessura usando testes ultrassônicos devem ser feitas no Posições 12h e 3h do tubo base, já que esses locais normalmente sofrem o maior desgaste erosivo devido ao impacto do fluxo de gás.
Além disso, um medidor de perfil de aleta pode ser usado para verificar a flexão. Dobrar além de um ângulo de 10 graus em relação à vertical cria turbulência entre aletas adjacentes, acelerando a erosão localizada nos tubos vizinhos. Documentar o padrão de deformação ajuda a diferenciar entre uma falha de projeto que causa vibração e um distúrbio operacional que causa choque térmico.