O que são tubos com aletas de caldeira e como funcionam?
Tubos aletados de caldeira são componentes de transferência de calor equipados com aletas de superfície estendidas ao longo de suas paredes externas, projetadas para aumentar drasticamente a taxa de troca de calor entre os gases de combustão quentes e o fluido que flui dentro do tubo. Ao expandir a área de contato efetiva – às vezes por um fator de 5 a 10 vezes em comparação com um tubo simples – os tubos com aletas permitem que as caldeiras extraiam mais energia dos gases de combustão antes de saírem da chaminé, melhorando diretamente a eficiência térmica.
O princípio de funcionamento é simples: gases quentes passam sobre a superfície das aletas, transferindo calor tanto para as aletas quanto para a parede do tubo base. As aletas conduzem esse calor para dentro do tubo, onde é absorvido por água, vapor ou outro meio de transferência de calor. A geometria, o material e a densidade das aletas são todos projetados para equilibrar o desempenho da transferência de calor contra a queda de pressão e a resistência à incrustação.
Principais tipos de tubos com aletas usados em aplicações de caldeiras
Diferentes projetos de caldeiras e condições operacionais exigem diferentes configurações de aletas. Os tipos mais comumente especificados incluem:
- Tubos com aletas helicoidais (espirais) — Uma aleta de tira contínua enrolada helicoidalmente ao redor do tubo base. Amplamente utilizado em economizadores e pré-aquecedores de ar devido ao espaçamento uniforme das aletas e à integridade estrutural durante a ciclagem térmica.
- Tubos com aletas longitudinais — Aletas paralelas ao eixo do tubo, preferidas onde o fluxo de gás é paralelo ao comprimento do tubo ou onde a drenagem do condensado é crítica.
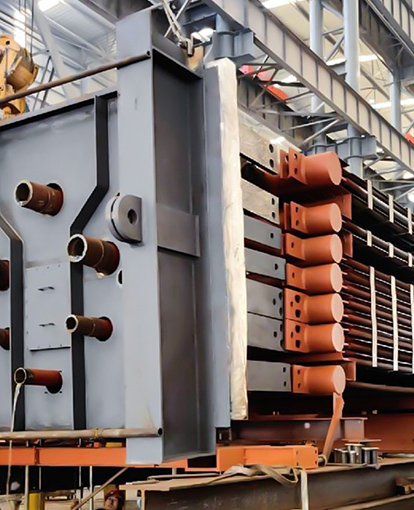
- Tubos cravejados — Pinos individuais soldados na superfície do tubo, usados em ambientes de alta temperatura e alto teor de cinzas, como biomassa e caldeiras de calor residual, onde aletas contínuas acumulariam cinzas e obstruiriam as passagens de gás.
- Tubos com aletas tipo H (HH) — Painéis de aletas quadrados ou retangulares soldados ao tubo em pares, proporcionando uma grande área de superfície com pistas de gás relativamente largas para resistir à incrustação em caldeiras utilitárias a carvão.
- Tubos com aletas extrudados — Produzido pela deformação mecânica de uma luva externa em aletas ao redor do tubo base, obtendo excelente contato metalúrgico e usado onde a resistência à corrosão é fundamental.
A seleção do tipo correto depende da temperatura do lado do gás, da tendência de incrustação do combustível, da pressão do lado do tubo e da temperatura de aproximação necessária entre a saída do gás e a entrada da água de alimentação.
Materiais: Combinando Metalurgia com Condições Operacionais
A seleção do material é uma das decisões mais importantes na especificação de tubos com aletas. O tubo base e a aleta devem resistir à exposição sustentada a altas temperaturas, constituintes corrosivos de gases de combustão (SO₂, HCl, NOₓ) e ciclos de pressão - muitas vezes simultaneamente.
| Materiais | Temperatura máxima contínua. | Aplicação Típica |
|---|---|---|
| Aço Carbono (SA-179 / SA-192) | ~450°C | Economizadores, pré-aquecedores de ar de baixa temperatura |
| Liga de aço (T11, T22) | ~580°C | Zonas de superaquecedor e reaquecedor |
| Aço inoxidável (304, 316, 321) | ~700°C | Fluxos de gases corrosivos, caldeiras de incineração de resíduos |
| TP347H/Super 304H | ~750°C | Caldeiras ultrasupercríticas (USC) |
| Ligas de níquel (Inconel 625, 825) | >800 °C | Ambientes com alto teor de cloro ou enxofre |
O material da aleta nem sempre precisa corresponder ao tubo base. Uma combinação comum no serviço de economizador é um tubo base de aço carbono com aletas sólidas de aço inoxidável, que resiste à corrosão do ponto de orvalho na superfície externa, ao mesmo tempo que mantém os custos de matéria-prima controlados.
Parâmetros da geometria das aletas e seus efeitos no desempenho
Os engenheiros térmicos otimizam quatro variáveis geométricas primárias ao especificar tubos aletados para uma seção de recuperação de calor de caldeira:
- Altura da barbatana (h) — Aletas mais altas adicionam mais área de superfície, mas aumentam a queda de pressão no lado do gás e reduzem a eficiência das aletas. As alturas normalmente variam de 6 mm a 25 mm em aplicações de caldeiras utilitárias.
- Espessura da barbatana (t) — Aletas mais espessas conduzem o calor de forma mais eficaz e resistem à erosão, mas acrescentam peso e custo. Valores entre 2 mm e 4 mm são comuns para aletas soldadas de aço carbono.
- Passo da barbatana (p) — O passo mais próximo (mais aletas por metro) aumenta a área total da superfície, mas estreita a pista de gás, acelerando a incrustação. Para combustíveis com alto teor de cinzas, passos de 80–120 aletas/m são típicos; fluxos de gás limpo podem usar 200–300 aletas/m.
- Eficiência da aleta (η) — Uma razão adimensional calculada comparando o calor real transferido pela aleta com o que uma aleta isotérmica perfeita transferiria. Valores acima de 0,85 são geralmente direcionados para garantir que a superfície estendida esteja agregando benefícios reais.
Barbatanas helicoidais serrilhadas (entalhados) são cada vez mais especificados em aplicações HRSG (gerador de vapor de recuperação de calor) porque a superfície da aleta interrompida rompe a camada limite do gás, melhorando o coeficiente de transferência de calor convectivo em 10–20% em relação às aletas sólidas de geometria idêntica, sem um aumento proporcional na queda de pressão.
Métodos de fabricação: como as aletas são fixadas
A ligação entre a aleta e o tubo é crítica. O mau contato térmico na junta – causado por lacunas, camadas de óxido ou fusão inadequada – cria uma resistência interfacial que pode eliminar a maior parte do ganho de eficiência que a aleta foi adicionada para fornecer. Os principais métodos de fixação são:
- Soldagem por resistência de alta frequência (HFW/HF-ERW) — O padrão da indústria para aletas helicoidais. Uma corrente elétrica de alta frequência concentra-se no ponto de contato entre a aleta e o tubo, criando uma solda forjada sem metal de adição. Produz uma junta contínua, ligada metalurgicamente, com resistência de contato próxima de zero.
- Soldagem por Arco Submerso (SAW) — Usado para aletas tipo H e outras aletas espessas e discretas. Fornece resistência mecânica robusta e é adequado para tubos de paredes pesadas em aplicações de alta pressão.
- Brasagem — Aplicado a tubos com aletas de alumínio e cobre usados em caldeiras auxiliares de baixa temperatura e baixa pressão, como pré-aquecedores de ar e resfriadores de óleo.
- Enrolamento de tensão mecânica (pé L ou tipo G) — A tira da aleta é formada por um pé que envolve o tubo sob tensão. Custo mais baixo, mas suscetível ao crescimento da resistência de contato após repetidos ciclos térmicos; geralmente limitado a serviços não críticos, abaixo de 250 °C.
Aplicações em sistemas de caldeiras
Tubos aletados são usados em toda a ilha da caldeira, e cada local apresenta desafios térmicos e mecânicos distintos:
- Economizadores — Recuperar o calor dos gases de combustão para pré-aquecer a água de alimentação da caldeira, reduzindo o consumo de combustível. Esta é a aplicação de maior volume para tubos com aletas helicoidais de aço carbono em todo o mundo.
- Superaquecedores e reaquecedores — Operar nas temperaturas mais altas dos tubos da caldeira. Os tubos com aletas aqui são normalmente de liga de aço ou aço inoxidável austenítico com aletas de passo largo para gerenciar as temperaturas do lado do gás e minimizar o risco de fluência.
- HRSGs (geradores de vapor com recuperação de calor) — As centrais eléctricas de ciclo combinado dependem quase inteiramente de feixes de tubos aletados para extrair calor dos gases de escape das turbinas a gás. Os módulos HRSG são a maior aplicação por contagem de tubos para tubos com aletas serrilhadas.
- Caldeiras de calor residual (WHBs) — Instalados a jusante de processos industriais (fornos de cimento, fornos de vidro, reatores químicos) para converter energia térmica residual em vapor utilizável ou eletricidade.
- Caldeiras de biomassa e transformação de resíduos em energia — Gases de combustão com alto teor de cloro e álcalis exigem ligas resistentes à corrosão e aletas mais largas ou geometrias cravejadas para evitar incrustações e corrosão.
Padrões de qualidade e requisitos de inspeção
Os tubos aletados de caldeiras destinados ao serviço sob pressão devem estar em conformidade com códigos reconhecidos e estar sujeitos a uma rigorosa garantia de qualidade. Os principais padrões de referência incluem:
- ASME Seção I — Regras para construção de caldeiras elétricas, incluindo qualificação de materiais para componentes que contenham pressão.
- ASTM A-179/A-192/A-213 — Especificações do material do tubo base para tubos de caldeira de aço carbono sem costura e aço-liga.
- EN 10216-2 — Norma europeia equivalente para tubos de aço sem costura para fins de pressão a temperaturas elevadas.
- Teste Hidrostático — Cada tubo é testado sob pressão para verificar a integridade da solda e do tubo antes do envio.
- Teste de correntes parasitas (ECT) — Exame não destrutivo para detectar trincas, vazios de solda e anomalias na espessura da parede, particularmente na zona de solda da aleta.
A inspeção de terceiros por órgãos como TÜV, Bureau Veritas ou Lloyd's Register é rotineiramente exigida nas principais usinas de energia e contratos de HRSG, abrangendo certificados de usinas, verificações dimensionais, qualidade de solda e pontos de retenção testemunhados por testes hidráulicos.
Considerações sobre manutenção, incrustações e vida útil
Mesmo os tubos com aletas mais bem projetados exigem uma estratégia de manutenção. A incrustação – o acúmulo de cinzas, fuligem ou incrustações minerais nas superfícies das aletas – aumenta a resistência térmica do lado do gás e aumenta a temperatura de saída dos gases de combustão, o que reduz a eficiência da caldeira. Uma camada de cinzas de 1 mm nas superfícies dos tubos com aletas pode reduzir a eficácia da transferência de calor em 8–15% em serviço típico de caldeira utilitária.
Estratégias eficazes de gerenciamento de incrustações incluem:
- Fuligem soprada com vapor ou ar comprimido durante a operação
- Limpeza acústica (buzinas sonoras) para depósitos leves e secos
- Lavagem com água durante paradas planejadas para incrustações de minerais pesados
- Otimizando o passo das aletas na fase de projeto para corresponder à carga de cinzas prevista
Com a seleção adequada de materiais e manutenção preventiva, os tubos com aletas helicoidais soldados em serviços de gás limpo alcançam rotineiramente vidas úteis superiores 20 anos . Em ambientes agressivos, como a combustão de resíduos sólidos urbanos, ciclos de substituição planejados de 8 a 12 anos podem ser mais realistas.