Por que a conformidade com a ASME define a segurança das caldeiras
As falhas de caldeiras raramente são aleatórias – elas remontam a um único padrão ignorado, a um tipo de material aplicado incorretamente ou a um procedimento de soldagem que nunca foi qualificado. O Código ASME para Caldeiras e Vasos de Pressão (BPVC) existe justamente para eliminar essas lacunas. Publicado pela primeira vez há mais de um século, continua a ser a estrutura mais confiável que rege como as caldeiras são projetadas, fabricadas, inspecionadas e certificadas em todo o mundo.
Para engenheiros e equipes de compras que selecionam equipamentos sob pressão, entender o que a conformidade com a ASME realmente exige — além do carimbo em uma placa de identificação — é a diferença entre um sistema que funciona por décadas e outro que falha durante testes hidrostáticos.
Seção I da ASME BPVC: O que ela realmente rege
A Seção I do ASME BPVC cobre a construção de caldeiras de energia, caldeiras de água de alta temperatura, geradores de vapor de recuperação de calor (HRSGs) e certos vasos de pressão acionados em serviço estacionário ou de tração. As regras se aplicam a caldeiras que geram vapor a pressões acima de 15 psig , e para sistemas de água quente operando acima de 160 psig ou 250°F.
Criticamente, a Seção I não para na carcaça da caldeira. Superaquecedores, economizadores e todas as peças de pressão conectadas diretamente à caldeira sem válvula intermediária estão dentro de seu escopo. Isso significa que uma bobina economizadora não compatível ou um feixe de tubos com aletas especificado incorretamente pode colocar todo o sistema da caldeira fora da cobertura do código – mesmo que o próprio tambor esteja carimbado corretamente.
Os principais requisitos técnicos da Seção I incluem:
- Cálculos de espessura mínima de parede (fórmulas PG-27 baseadas na pressão de projeto e tensão admissível do material)
- Determinação da pressão máxima de trabalho permitida (MAWP)
- Qualificação de material de acordo com as especificações da Seção II da ASME
- Especificação do Procedimento de Soldagem (WPS) e Registro de Qualificação do Procedimento (PQR) de acordo com a Seção IX
- Teste hidrostático a 1,5 × MAWP antes do comissionamento
- Inspeção de terceiros e certificação do selo ASME "S"
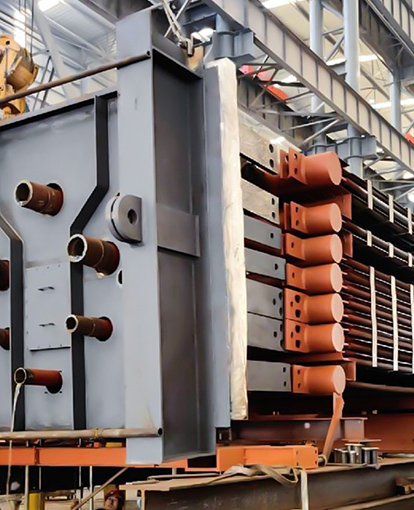
Peças de pressão da caldeira: os componentes mais importantes
Peças de pressão são quaisquer componentes que contêm ou transmitem fluido pressurizado dentro do circuito da caldeira. A sua integridade determina diretamente a segurança e a vida útil do sistema. As principais categorias incluem:
| Parte de pressão | Função Primária | Requisito chave da ASME |
|---|---|---|
| Bateria e cabeçalhos | Separação vapor/água, distribuição de fluxo | Espessura da casca, reforço do bico |
| Tubos de superaquecedor | Aumentar a temperatura do vapor acima da saturação | Seleção de liga de alta temperatura, limites de fluência |
| Bobinas economizadoras | Pré-aqueça a água de alimentação usando o calor dos gases de combustão | Dentro do escopo da Seção I se não houver válvula interveniente |
| Tubos com Aletas | Melhorar a área de superfície de transferência de calor | Grau do material do tubo, integridade da fixação das aletas |
| Acessórios para tubos e válvulas | Controle de fluxo e isolamento | Peças de pressão padrão de acordo com PG-11 |
Para aplicações em escala industrial – particularmente em recuperação de calor residual e plantas de ciclo combinado – o Circuito de pressão do gerador de vapor de recuperação de calor (HRSG) integra quase todos os componentes acima em um único sistema. Cada junta soldada, conexão do tubo ao coletor e estrutura de suporte devem ser baseadas em procedimentos qualificados e materiais certificados.
Seleção de materiais: onde a conformidade se torna específica
A Seção I permite apenas materiais listados na Seção II da ASME, Parte D, que especifica valores de tensão permitidos em faixas de temperatura. Usar um material não qualificado, mesmo que tenha química semelhante, anula a certificação do código e pode gerar retrabalho caro durante a inspeção de terceiros.
Para economizadores que operam em ambientes de gases de combustão abaixo de 300°C, tipos de aço carbono como SA-192 ou SA-210 são escolhas padrão. Superaquecedores expostos a temperaturas acima de 550°C requerem ligas de aço como SA-213 T91 ou T22, que mantêm a resistência sob condições de fluência. A rastreabilidade do material desde o certificado da fábrica até a montagem final não é negociável sob os requisitos da ASME.
Na prática, os fabricantes com autorização do selo ASME "S" devem documentar cada número de calor e manter um sistema de controle de qualidade auditado por uma Agência de Inspeção Autorizada (AIA). Essa trilha de auditoria é o que separa um componente genuinamente compatível de outro que apenas se assemelha ao padrão.
Economizadores e tubos com aletas: eficiência dentro do código
Os modernos sistemas de caldeiras recuperam energia substancial através de economizadores de gases de combustão instalado a jusante da zona de combustão. Um economizador bem projetado pode recuperar de 5 a 10% da energia do combustível através do pré-aquecimento da água de alimentação, reduzindo diretamente os custos operacionais. Quando o economizador é conectado à caldeira sem válvula de isolamento – o que é típico em configurações de usinas de energia – ele opera sob a jurisdição da Seção I e exige a mesma conformidade com o código que a própria caldeira.
Superfícies de transferência de calor de tubo aletado são o núcleo da maioria dos projetos de economizadores e HRSG. A área de superfície estendida criada pelas aletas permite significativamente mais troca de calor por unidade de comprimento do tubo, reduzindo a área ocupada total. Para conformidade com a ASME, o tubo base deve atender aos requisitos de material da Seção I, e o processo de aletas (soldagem, laminação ou extrusão) não deve comprometer a integridade da parede do tubo ou introduzir tensões residuais além dos limites permitidos.
Lista de verificação prática para aquisição de caldeiras em conformidade com ASME
Ao especificar caldeiras padrão ASME ou solicitar peças de pressão de um fabricante, os seguintes pontos eliminam a complexidade e protegem a qualidade do projeto:
- Confirme a autorização do selo ASME "S" — Verifique se o fabricante possui um certificado atualizado da ASME e um acordo ativo com uma Agência de Inspeção Autorizada.
- Revise o Manual de Controle de Qualidade — Um fabricante em conformidade mantém um sistema de CQ documentado que abrange projeto, materiais, soldagem, EQM e testes hidrostáticos.
- Verifique as certificações dos materiais — Os relatórios de teste do moinho devem corresponder aos números de calor estampados nos componentes. Qualquer lacuna na rastreabilidade é um sinal de alerta.
- Verifique a cobertura WPS/PQR — Os procedimentos de soldagem devem ser qualificados para as combinações específicas de materiais e geometrias de juntas utilizadas em seu sistema.
- Inspecione o relatório de dados — Cada caldeira ASME Seção I é enviada com um Relatório de Dados do Fabricante (Formulário P-1 ou equivalente), assinado pelo fabricante e pelo Inspetor Autorizado. Exija este documento antes da aceitação.
O valor a longo prazo de acertar
A conformidade com a ASME não é uma opção única – é a base para uma operação segura a longo prazo. Caldeiras certificadas na Seção I são elegíveis para programas de inspeção em serviço que prolongam a vida útil do equipamento e reduzem os prêmios de seguro. Os equipamentos não conformes, por outro lado, podem funcionar durante anos antes de uma auditoria ou incidente expor a lacuna, altura em que o custo da remediação excede em muito o que uma conformidade adequada teria exigido no início.
Para projetos que envolvem caldeiras de calor residual industrial, HRSGs de ciclo combinado ou sistemas de aquecimento de processo, selecionar componentes construídos e certificados de acordo com os padrões ASME é a maneira mais direta de garantir a aceitação regulatória e a confiança da engenharia durante toda a vida útil do equipamento.