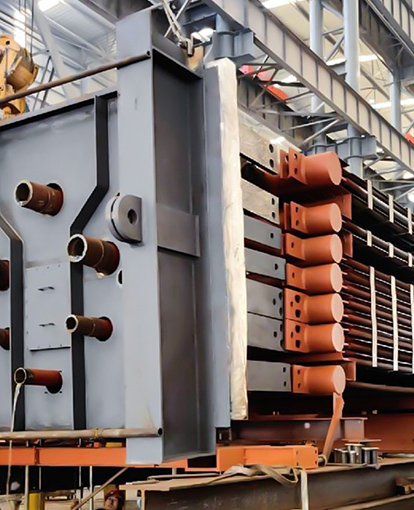
Uma caldeira que esgota os gases de combustão acima de 300 °C está a perder dinheiro a cada minuto que passa. Essa energia térmica não precisa desaparecer na pilha — e esse é precisamente o trabalho do tubo aletado de caldeira . Ao estender a área da superfície externa de um tubo simples com uma série de aletas, os engenheiros multiplicam a zona de contato de troca de calor entre o gás de combustão quente e o fluido de trabalho interno, extraindo mais energia de cada quilograma de combustível queimado.
Por que a área de superfície é tudo na transferência de calor
A transferência de calor entre um gás e a parede do tubo é governada pelo coeficiente de filme do lado do gás – e esse coeficiente é inerentemente baixo. Um tubo liso não pode fazer muita coisa. Os tubos aletados resolvem isso expandindo a área de superfície efetiva em 3 a 5 vezes comparado a um tubo nu de comprimento e diâmetro idênticos. O resultado: troca de calor mais rápida, temperaturas de saída de gases de combustão mais baixas e economia de combustível de 10 a 15% em serviços típicos de caldeiras industriais.
O princípio é simples – as aletas ficam do lado com o coeficiente de transferência de calor mais fraco. Em um economizador, isso significa aletas externas, por onde flui o gás de combustão. Num superaquecedor, a mesma lógica se aplica. Acerte a geometria e um feixe de tubos compacto fará o trabalho de um conjunto de tubos lisos muito maior.
Três tipos de tubos com aletas que cobrem a maioria das aplicações de caldeiras
Nem toda geometria de aleta atende a todas as tarefas. Cada um dos três tipos mais comumente especificados para manutenção de caldeiras resolve um problema diferente.
Tubo com aletas em espiral
Tubos com aletas em espiral para recuperação de calor de alta eficiência apresentam aletas helicoidais contínuas enroladas ou soldadas ao redor do tubo base. A geometria helicoidal promove turbulência no fluxo de gases de combustão, melhorando o coeficiente convectivo no lado do gás. Eles são o carro-chefe dos economizadores de caldeiras a gás limpo e HRSGs, onde o espaçamento das aletas pode ser mantido apertado sem risco de incrustação. As alturas das aletas normalmente variam de 6 mm a 25 mm; o passo mais próximo das aletas aumenta a área de superfície, mas aumenta a queda de pressão no lado do gás.
Tubo com aletas tipo H
O Tubo aletado tipo H projetado para caldeiras a carvão e carregadas de cinzas leva o nome da seção transversal em forma de H formada por duas aletas retangulares soldadas simetricamente em lados opostos do tubo. As superfícies largas e planas das aletas e o generoso passo longitudinal são projetados para liberar depósitos de cinzas em vez de prendê-los – uma vantagem crítica em caldeiras a carvão e sistemas de biomassa onde a carga de partículas é alta. Onde as aletas em espiral poderiam obstruir e cegar em semanas, as aletas do tipo H mantêm uma transferência de calor eficaz durante longos intervalos de serviço com manutenção simples de remoção de fuligem.
Tubo de calor (tubo de calor)
Componentes de tubo de calor utilizando transferência de calor por mudança de fase use a evaporação e a condensação de um fluido de trabalho interno para mover o calor com gradiente mínimo de temperatura. Eles são especificados onde a operação isotérmica é importante – recuperação de calor residual em temperaturas consistentes para processos posteriores ou em aplicações onde o risco de condensação no lado do gás frio deve ser cuidadosamente controlado.
Seleção de material: combine o tubo com o gás
A escolha do material é a decisão de especificação mais importante. O tubo base e a aleta devem sobreviver à exposição sustentada a altas temperaturas, ciclos de pressão e constituintes corrosivos dos gases de combustão - dióxido de enxofre, cloreto de hidrogênio e óxidos de nitrogênio atacam superfícies metálicas nas condições certas.
| Material do tubo base | Material da barbatana | Aplicação Típica |
|---|---|---|
| Aço carbono (ASTM A192) | Aço carbono | Economizadores padrão, gás natural limpo |
| Aço carbono | Aço inoxidável (304/316) | Economizadores com risco de corrosão no ponto de orvalho |
| Liga de aço (T11, T22) | Liga de aço | Seções de superaquecedor de alta temperatura |
| Aço inoxidável | Aço inoxidável | Gás de combustão agressivo, caldeiras que transformam resíduos em energia |
Uma abordagem prática de economia de custos no serviço do economizador é combinar um tubo base de aço carbono com aletas de aço inoxidável. A superfície externa inoxidável resiste ao ataque ácido do ponto de orvalho, enquanto o tubo de aço carbono mantém os custos de material sob controle. O material da aleta nem sempre precisa corresponder ao tubo base – mas a compatibilidade da soldagem deve ser confirmada durante o projeto.
Onde os tubos com aletas cabem na ilha da caldeira
Os tubos aletados aparecem em todas as etapas de recuperação de calor de uma caldeira moderna:
- Economizadores — Pré-aqueça a água de alimentação usando o calor residual dos gases de combustão, reduzindo diretamente a entrada de combustível. Esta é a aplicação de maior volume e a solução certa economizador para recuperação de gases de combustão residuais de caldeiras pode reduzir as perdas de pilha por uma margem mensurável em cada hora de operação.
- HRSGs (geradores de vapor com recuperação de calor) — As usinas de ciclo combinado direcionam a exaustão da turbina a gás através de feixes de tubos aletados para gerar vapor sem combustível adicional. O caldeira de calor residual industrial é a aplicação definidora para feixes de tubos com aletas de alto desempenho.
- Pré-aquecedores de ar — O ar de combustão que entra é aquecido pelos gases de combustão, melhorando a temperatura da chama e a eficiência da combustão.
- Superaquecedores e reaquecedores — Os tubos com aletas em ligas suportam as mais altas temperaturas dos gases de combustão na caldeira, adicionando superaquecimento ao vapor antes de ele entrar na turbina.
Principais parâmetros geométricos e suas compensações
Quatro variáveis dominam o desempenho termo-hidráulico do tubo aletado:
- Altura da barbatana — Aletas mais altas adicionam mais área, mas reduzem a eficiência das aletas e aumentam a queda de pressão no lado do gás. Caldeiras utilitárias normalmente especificam 6–25 mm.
- Espessura da barbatana — Barbatanas mais grossas conduzem melhor o calor e resistem à erosão; aletas mais finas permitem mais aletas por metro de tubo, aumentando a densidade da área.
- Passo da barbatana — A inclinação mais próxima aumenta a área de superfície, mas retém cinzas no serviço com gás sujo. As aletas do tipo H são especificadas precisamente porque sua geometria tolera passo mais amplo sem sacrificar o desempenho.
- Densidade da aleta (FPI) — Aletas por polegada é a métrica resumida: 3–7 FPI para caldeiras a carvão com cinzas volantes, 8–12 FPI para serviço de gás natural limpo.
Uma camada de cinzas de 1 mm nas superfícies dos tubos aletados pode reduzir a eficácia da transferência de calor em 8–15% no serviço de caldeiras utilitárias. Selecionar a geometria correta das aletas desde o início é mais barato do que lidar com incrustações aceleradas posteriormente.
Manutenção: Protegendo o Investimento
Tubos aletados bem projetados em serviços de gás limpo atingem rotineiramente uma vida útil superior a 20 anos. Ambientes agressivos exigem mais atenção. As prioridades práticas de manutenção são:
- Soprando fuligem — A limpeza online periódica com vapor ou ar remove as cinzas antes que elas adiram às superfícies das aletas. As aletas do tipo H e do tipo pino são inerentemente mais acessíveis ao acesso de sopro de fuligem.
- Intervalos de inspeção — As medições ultrassônicas de espessura detectam o afinamento da parede devido à erosão ou corrosão antes que se torne um problema de segurança. Consulte estratégias de manutenção e inspeção para operação de tubos aletados de longa duração para obter uma estrutura detalhada.
- Gerenciamento do ponto de orvalho — O fluxo de gases de combustão abaixo do ponto de orvalho ácido (normalmente 120–150 °C para combustíveis contendo enxofre) corrói rapidamente as aletas. Controlar a temperatura mínima do metal através da temperatura de entrada da água de alimentação é a principal defesa.
Selecionando o fornecedor certo
A qualidade de fabricação determina se um tubo com aletas tem o desempenho esperado ou não. As principais qualificações a serem verificadas incluem licenças de fabricação de componentes de pressão (Classe A para coletores e economizadores), selo ASME-S para projetos internacionais e registros de qualificação de soldagem de acordo com a ISO 3834-2. Os fornecedores devem ser capazes de fornecer documentação sobre a integridade da ligação entre aleta e tubo – uma lacuna não soldada entre a aleta e o tubo cria uma resistência térmica que anula todo o propósito da aleta.
Para engenheiros que especificam tubos com aletas personalizados para sistemas de recuperação de calor de caldeiras , o processo de seleção deve começar com a composição dos gases de combustão e o perfil de temperatura, passar pela seleção de materiais e otimização da geometria das aletas e terminar com um plano claro de incrustações e manutenção. Acerte essas três etapas e uma instalação de tubo aletado proporcionará economias mensuráveis de combustível desde o primeiro dia - e continuará fornecendo-as por décadas.